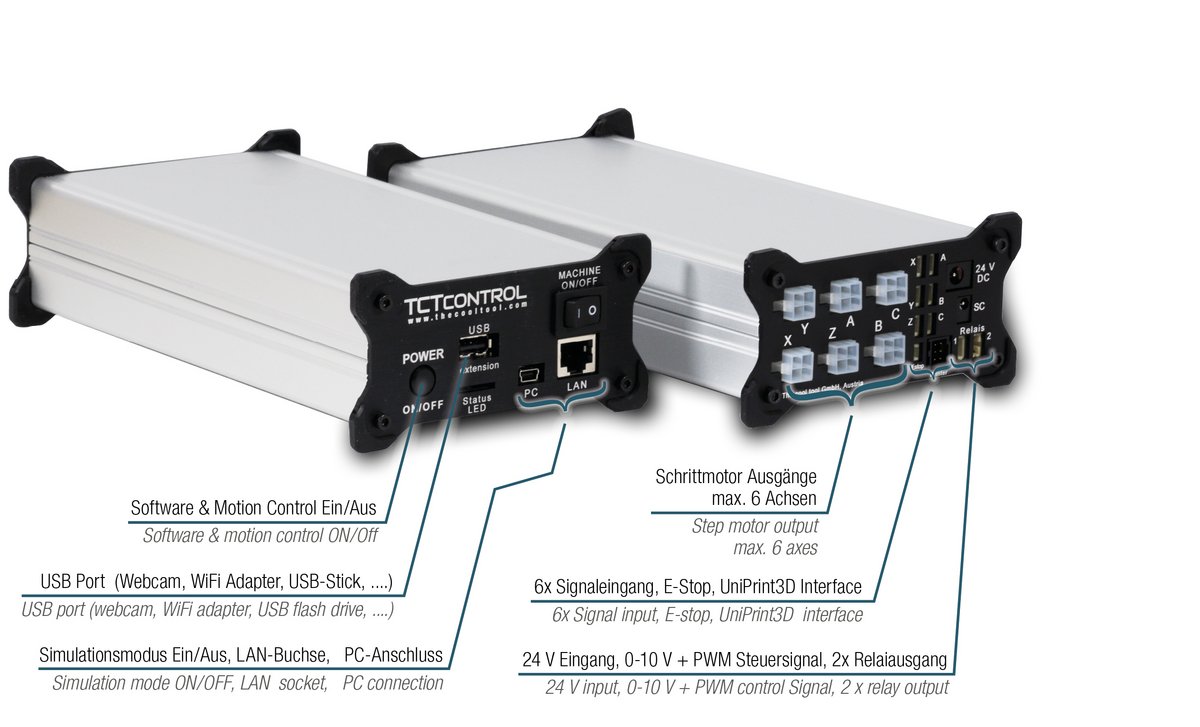
TCT Control Steuereinheit
Die TCTControl® Schrittmotorsteuerbox gibt es in einer
4- und einer 6-Achsen Variante. Es können Schrittmotoren
mit bis zu 2 A pro Phase angesteuert werden. Die auf dem
TCTControl vorinstallierte Software erlaubt das Laden,
Be- und Abarbeiten von ISO G-Code-Dateien (RS-274, DIN
66025). Ebenso enthalten ist ein Werkzeugweg-Simulati-
onsmodus, eine leicht editierbare Tooltable und vieles mehr.
Bedienungsanleitung und Trainings-Handbuch zur Einfüh-
rung in CNC und G-Code Programmierung sind inkludiert.
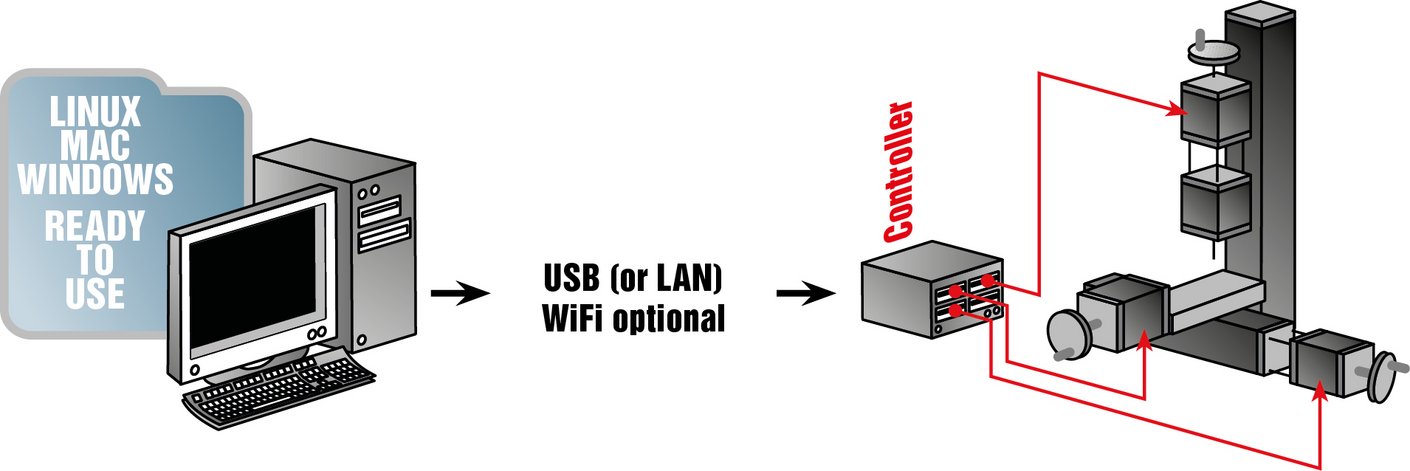
Schnittstelle zwischen Maschine und Computer

Alle Maschinen steuerbar mit einem TCT Control
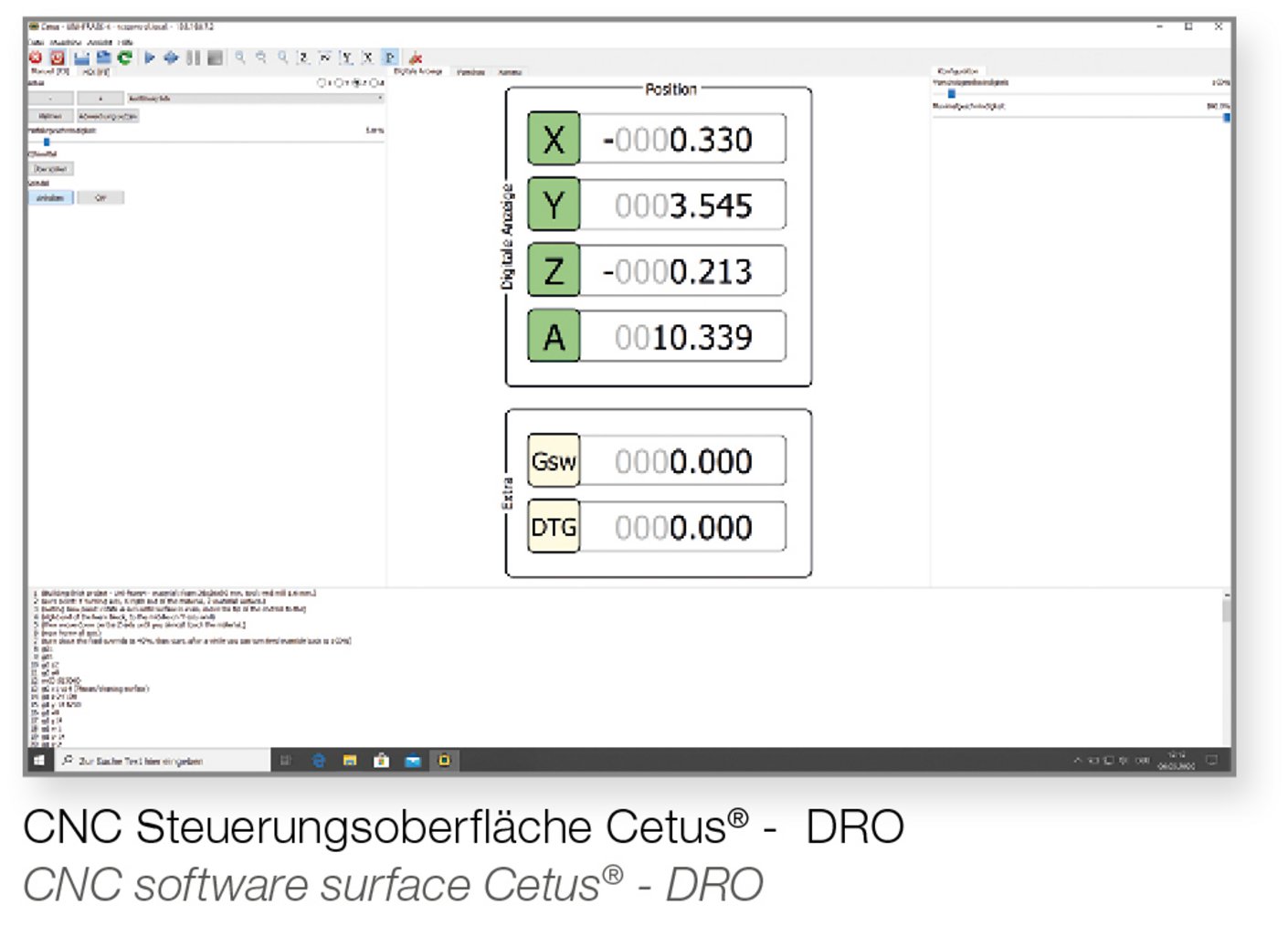
CNC Systemsteuerung
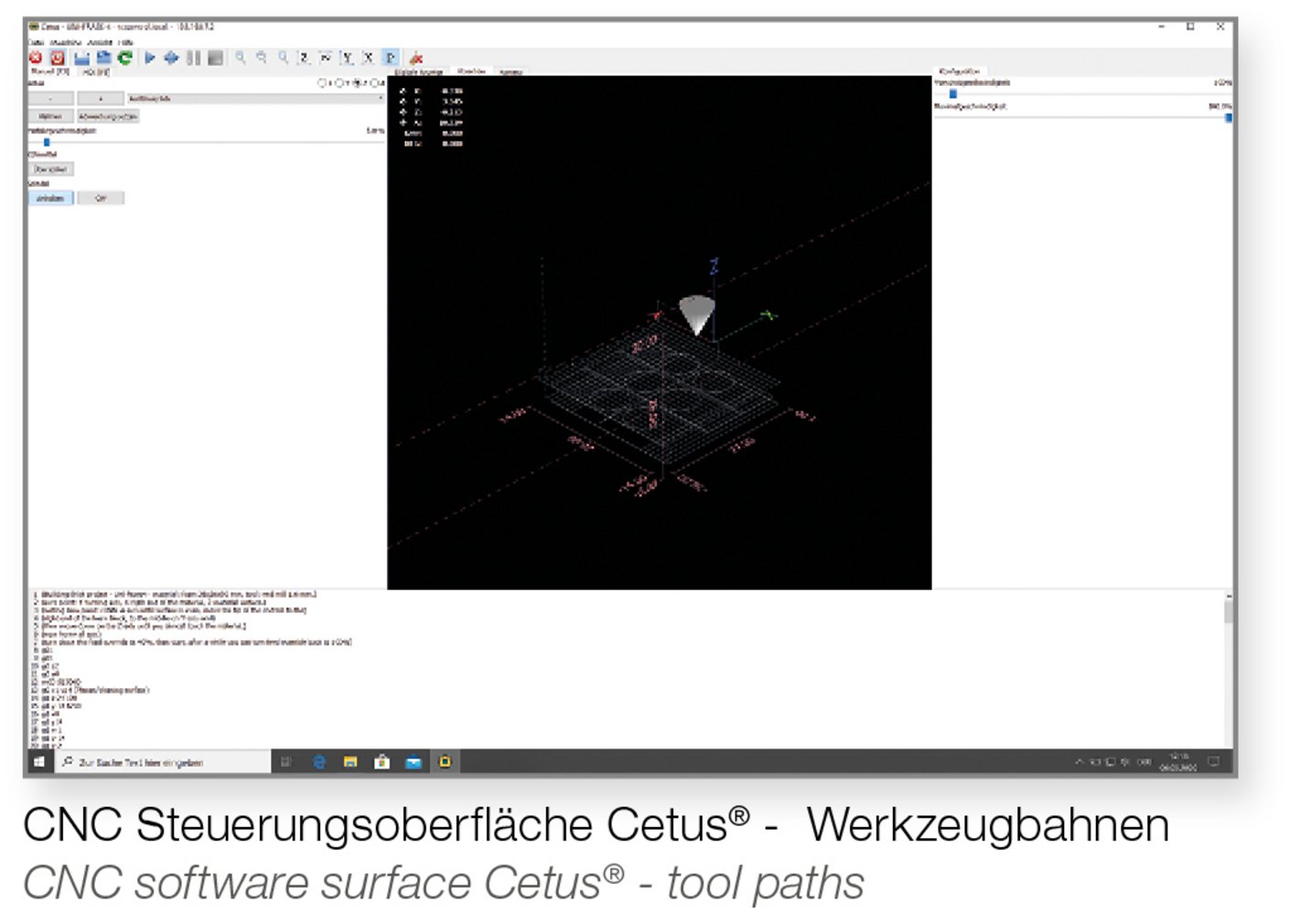
Werkzeugbahnen anzeigen lassen
UNIMAT CNC
Die rechnergestützte Fertigung eines Modells beginnt mit der Konstruktion am Computer . Hierfür sind unzählige CAD-Programme (Computer Aided Design) am Markt erhältlich.
Im nächsten Schritt wird diese Zeichnung in einem CAM-Programm (Computer Aided Manufacturing) geöffnet. Nach der Eingabe der Bearbeitungsparameter errechnet die CAM-Software die Werkzeugbahnen. Diese Werkzeugbahnen sowie weitere Steuerkommandos werden im sogenannten G-Code (genormter Maschinen-Steuercode) ausgegeben.
Die meisten CAM-Programme können Maschinencodes nach RS-274-Norm (DIN 66025) generieren. Die Erstellung des G-Codes für einfache Geometrien kann auch manuell erfolgen.
Im dritten und letzten Schritt wird dieser G-Code in die CNC-Steuerungssoftware (Computerized Numerical Control) geladen. Die enthaltenen Kommandos wandelt die Software Zeile um Zeile in Steuersignale für die Steuermotoren um. Die Maschine verfährt entsprechend den Anweisungen und das Werkstück wird bearbeitet.
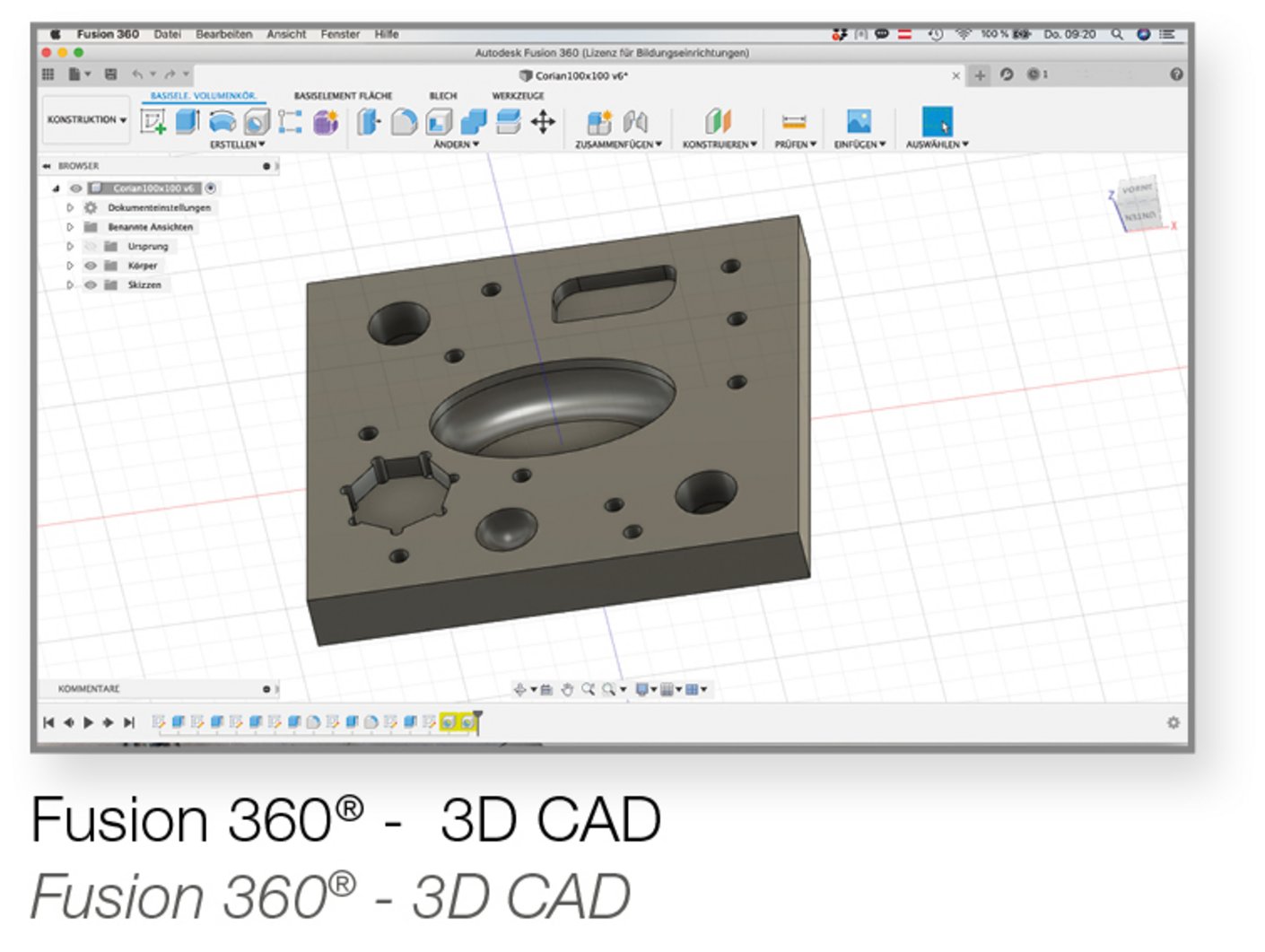
1) CAD/CAM-Software (z. B. Fusion 360)
CAD (Computer-Aided Design):
Wird zur Konstruktion des Werkstücks verwendet. Der CAD-Bereich ist vollständig unabhängig vom Fertigungsprozess oder von der verwendeten Maschine.
CAM (Computer-Aided Manufacturing):
Legt die Fertigungsmethoden und Bearbeitungsstrategien fest. Auch der CAM-Bereich ist weitgehend unabhängig vom Maschinentyp, da dasselbe Werkstück auf vielen verschiedenen Maschinen unterschiedlicher Hersteller gefertigt werden kann.
Bevor der G-Code exportiert wird, legt der Postprozessor fest, welche CNC-Steuerung bzw. welche CNC-Software den erzeugten G-Code versteht und ausführen kann.
ISO G-Code-Dateien (RS-274, DIN 66025) mit Dateiendung .ngc können geladen werden.
Siehe Erläuterungen in der Leseprobe Handbuch Seite 5.
2D und 2½D (Schichtfräsen): Für einfache Grafiken und Designs kann bspw. die freie Software Inkscape verwendet werden (Leseprobe Handbuch Seite 10)
3D: Für 3D-Designs und Volumskörper können CAD und CAM-Anwendungen wie bspw. Autodesk Fusion 360 oder DeskProto eingesetzt werden. Siehe Tutorial zu Postprozessoren für Fusion 360.
(Für die Verwendung anderer CAM-Programme, prüfen Sie ob diese einen Postprozessor für LinuxCNC enthalten.)
Manuelles Programmieren der Werkzeugbahnen in jedem Texteditor möglich.
Für einfache 3-Achs-CNC-Fräsprojekte
Ein sehr einfacher Weg zur Erstellung von G-Code ist die Nutzung von Inkscape.
Im Maschinenhandbuch (gedruckt beigelegt und als PDF auf der TCTControl-Software enthalten) finden Sie ein Beispielprojekt, das Schritt für Schritt zeigt, wie sowohl die Zeichnung als auch die passende G-Code-Datei erstellt werden.Für komplexere Projekte
Wir empfehlen die Verwendung von Fusion 360.
Eine Kurz-Anleitung sowie die benötigten Postprozessoren für unser CNC-System finden Sie hier:
👉 Postprozessoren und Tutorials für Fusion 360Wir empfehlen Fusion 360, da der Hersteller einen eigens angepassten Postprozessor für unsere Maschinen bereitstellt.
👉 Fusion 360 Postprozessoren & TutorialsNatürlich können Sie jedes CAD/CAM-System verwenden, das Standard-G-Code (RS274NGC / DIN 66025) ausgibt.
Alternative: Inkscape (grundlegendes CAD/CAM)
Für einfache 3-Achs-Fräsprojekte lässt sich G-Code mit Inkscape besonders leicht erzeugen.
Im Maschinenhandbuch (gedruckt und als PDF auf der TCTControl enthalten) ist ein Beispielprojekt enthalten, das Schritt für Schritt die Erstellung der Zeichnung und die Erzeugung der G-Code-Datei zeigt.
👉 Inkscape Beispielprojekt
Wichtiger Hinweis für Linux-Nutzer
Wenn Sie einen PC oder Laptop mit Linux verwenden möchten, vermeiden Sie bitte Hardware mit AMD-Grafik.
- Linux und AMD-Grafikkarten sind oft inkompatibel oder instabil.
Ein AMD-Prozessor ohne integrierte Grafik (in Kombination mit einer NVIDIA-Grafikkarte) funktioniert hingegen problemlos.
Ja, Beispieldateien und Übungen für alle Maschinen sind auf der Steuerung hinterlegt und können nach dem Start aufgerufen werden.
Maschinenhandbuch (TVET-CNC-2)
Enthält 9 Projekte auf folgenden Seiten:
- S. 18, 19, 20, 21
- S. 35–36, 37–38
- S. 51, 67, 85
Softwarehandbuch (TVET-CNC-1)
Enthält 9 Beispielprojekte:
- S. 19–20
- S. 24–26
- S. 47–51 (Übungen 1–5)
- S. 52–53 (Zylinder gravieren mit 3-Achs-Steuerung – keine 4-Achs-CAM erforderlich)
- S. 54–70 (Inkscape Beispielprojekt)
TCTControl Software
Die Software enthält:
- Vorgefertigte G-Code Übungsdateien
- Weitere zusätzliche Beispieldateien
Zugriff über:
Datei öffnen von Maschine … → /examples/ und /examples/Uni-…/
Website – thecooltool.com
Unsere Website bietet:
- Tutorials mit Schritt-für-Schritt-Anleitungen
- Beispielprojekte speziell für Fusion 360
Wofür sind diese Projekte gedacht?
Diese zahlreichen Beispiele sollen Ihnen das Wissen und die praktische Erfahrung vermitteln, die Sie benötigen, um eigene Projekte zu entwickeln und reale Probleme zu lösen.
Beispielanwendungen:
Ersatzteile selbst herstellen
Eine defekte Achse eines Modellautos?
→ Originalteil vermessen
→ Zeichnung erstellen
→ G-Code generieren
→ Ersatzteil fräsen
Individuelle Schlüsselanhänger gestalten
Verwenden Sie Inkscape oder Fusion 360, um:
→ Eigene Formen zu entwerfen
→ Gravuren zu gestalten
→ Schneiden und fertigen
Administratorrechte erforderlich
Linux (Ubuntu etc.):
Verbindung über USB oder Ethernet (WLAN optional möglich).
macOS:
Verbindung über Ethernet (WLAN optional möglich).
USB-Verbindung ist nur mit älteren macOS-Versionen möglich.
Die FAT-Partition mit dem Client sowie der Dokumentation wird unter allen Betriebssystemen automatisch eingebunden – auch unter aktuellen macOS-Versionen.
Windows 8 und höher: Treiberinstallation
Für Windows 8 und höher wird empfohlen, den Treiber „Remote NDIS-kompatibles Gerät“ zu installieren, wenn nach dem Anschließen des TCTControl ein unbekanntes Gerät im Geräte-Manager erscheint.
👉 Videoanleitung: Treiberinstallation
Driver Installation Guide
Hinweise für Windows 10 und 11
Während der Installation kann am Ende eine Fehlermeldung erscheinen.
- Sollte dies passieren, versuchen Sie einfach, eine Maschinenkonfiguration zu starten.
- Wenn diese korrekt geladen wird, wurde der Treiber „Remote NDIS-kompatibles Gerät“ erfolgreich installiert – es ist keine weitere Aktion notwendig.
Ja, für TCTControl ist eine Notaus/Relais-Box erhältlich, die auch das Ein- und Ausschalten des Unimat CNC Standardmotors aus der Software ermöglicht.
Siehe Zuberörartikel 164425CNC Notaus/Relais-Box CNC.
Ja, für die 3- und 4 CNC-Achsenfräse gibt es eine Drehzahlgesteuerte Motorspindel.
Siehe Zubehörartikel Unimat CNC Fräs- und Gravierspindel 164420CNC .
Ja es gibt eine Einhausung die passend ist für UNIMAT CNC oder UNIMAT Laser. Mehr Informationen finden Sie hier:
Kontaktieren Sie uns! Wir senden Ihnen gerne den aktuellen 32bit-Client als Download zu.
TCTControl: Führen Sie das Online-Update aus (falls es abbricht, starten Sie es erneut, bis es bis zum Ende durchläuft).
SandyBox: Bitte kontaktieren Sie uns (hier steht leider keine Online-Update-Funktion zur Verfügung).
Für USB-Verbindung: Kontrolle ob USB-Driver richtig installiert wurde (siehe Frage: mitgelieferte Treiber lassen sich nicht installieren).
Für LAN-Verbingung: Haben Sie die richtige IP der Steuerung eingegeben (default 192.168.0.3)?
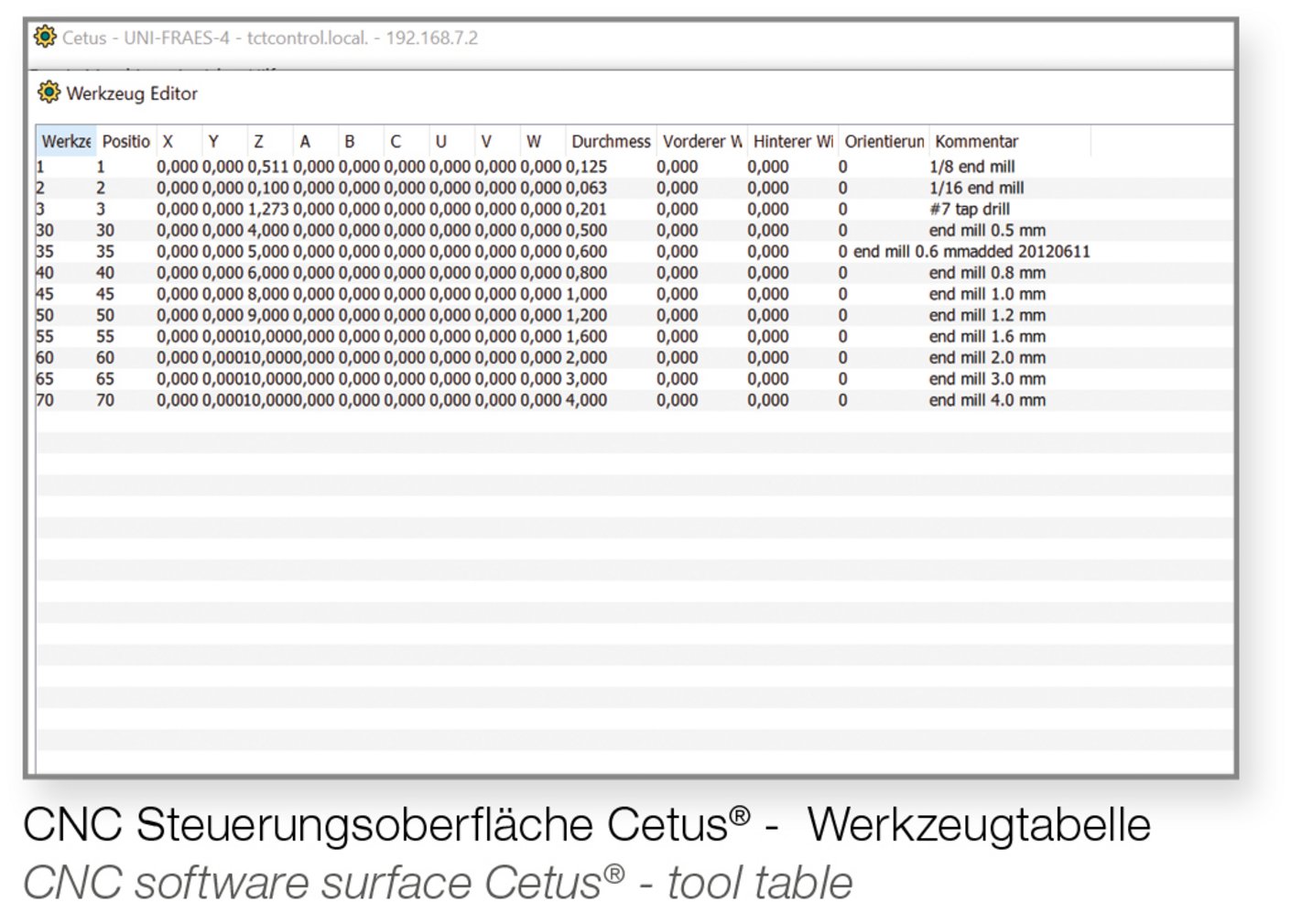
Ist ein Werkzeug für die Drehbank definiert?
Ja. Derzeit sind die beiden in Fusion 360 vordefinierten Drehwerkzeuge auch in der Standard-Werkzeugtabelle für die Drehbank enthalten.
Falls sie in Ihrer Installation fehlen, können Sie die aktuelle Werkzeugtabelle über das Online-Update herunterladen.
Muss ich bei der Arbeit mit der Drehbank eine Werkzeugtabelle verwenden?
Viele Anwender schreiben den G-Code für einfache Drehteile direkt in einem Texteditor und arbeiten oft ohne Werkzeugtabelle.
Bei komplexeren Werkstücken wird jedoch dringend empfohlen, die Werkzeuge in der CAM-Software zu definieren.
Wie werden Werkzeuge in der CAM-Software definiert?
In CAM-Systemen wie Fusion 360 können (und müssen) die zu verwendenden Werkzeuge in der Werkzeugtabelle der Software definiert werden.
Diese Werkzeuge sind nicht an eine bestimmte Maschine gebunden, sondern werden projektbezogen für die Fertigung ausgewählt.
Wie werden Werkzeugtabellen auf der Maschine verwaltet?
Auf Steuerungsebene kann jede Maschine ihre eigene Werkzeugtabelle haben – z. B. eine für Fräsarbeiten und eine andere für Drehbearbeitungen.
Diese maschinenspezifischen Tabellen werden nicht automatisch mit den CAM-Werkzeugtabellen synchronisiert (Ausnahme: einige industrielle Komplettsysteme).
Daher ist es wichtig zu prüfen:
- Ob das benötigte Werkzeug in der Werkzeugtabelle der Maschine vorhanden ist, und
- ob die richtige Werkzeugnummer zugewiesen wurde.
Wie wird die Form eines Drehwerkzeugs in der Werkzeugtabelle definiert?
Details zur Definition der Drehwerkzeug-Geometrie finden Sie hier:
👉 LinuxCNC Lathe Documentation
Nein. CNC-Fräsen und -Drehen ist kein einfacher Drag-and-Drop-Prozess wie etwa 3D-Druck oder Lasergravur.
Die CNC-Bearbeitung ist deutlich komplexer, da viele Faktoren berücksichtigt werden müssen – zum Beispiel:
- Werkzeugtyp und -durchmesser
- Maße und Form des Rohmaterials
- Materialeigenschaften
- Bearbeitungsstrategie (optimiert auf Qualität, Geschwindigkeit oder beides)
Die meisten CAM-Programme können Formate wie .STEP, .STL, .IGES usw. importieren.
Diese Dateien können jedoch nicht direkt an die CNC-Steuerungssoftware übergeben werden.
Stattdessen müssen sie zunächst in der CAM-Software aufbereitet werden, wo die Werkzeugbahnen erstellt und anschließend als G-Code für die CNC-Maschine exportiert werden.
Sie haben zwei Optionen:
- Über USB-Kabel (Standardverbindung)
- Über LAN-Kabel über Ihr Netzwerk
Standard-Ethernet-Konfiguration
Die voreingestellten LAN-Einstellungen sind:
allow-hotplug eth0 iface eth0 inet static address 192.168.60.3 netmask 255.255.255.0 gateway 192.168.60.1 dns-nameserver 192.168.60.8 dns-nameserver 192.168.60.1
So ändern Sie die Netzwerkkonfiguration:
- Starten Sie die Datei terminal.bat
(zu finden unter TCTCONTROL\Windows\TOOLS) Navigieren Sie zu folgendem Ordner:
/etc/network/
Erstellen Sie ein Backup der Konfigurationsdatei:
sudo cp interfaces interfaces_original
Öffnen Sie die Datei zum Bearbeiten:
sudo vi interfaces
- Passen Sie die Parameter unter „The primary network interface“ so an, dass sie mit Ihrem Netzwerk übereinstimmen.
- Speichern Sie die Datei und starten Sie das TCTControl (BeagleBone Black) neu.
Schritt 1: Überprüfen Sie die Netzwerkverbindung zwischen Ihrem PC und dem TCTControl.
Starten Sie die Datei terminal.bat
(zu finden unter TCTCONTROL\Windows\TOOLS\)
- Fall A: Das Terminal öffnet sich, und Sie können auf das TCTControl zugreifen → die Netzwerkverbindung funktioniert.
- Fall B: Das Terminal öffnet sich nicht → es besteht keine Netzwerkverbindung.
Schritt 2: Wenn die Netzwerkverbindung funktioniert (Fall A):
- Führen Sie die Datei online_update.bat aus
(ebenfalls unter TCTCONTROL\Windows\TOOLS\ zu finden). - Wenn das Update erfolgreich abgeschlossen wurde, starten Sie das TCTControl neu.
- Führen Sie den Online-Update-Vorgang erneut aus.
- Sobald alle Komponenten auf dem aktuellen Stand sind, starten Sie den machinekit-client.
➡️ Danach sollte die Auswahl der Maschinenkonfigurationen sichtbar sein.
Schritt 3: Wenn keine Netzwerkverbindung besteht (Fall B):
Installieren Sie den erforderlichen Treiber für das TCTControl neu oder installieren Sie ihn zum ersten Mal.
Was ist EMC2?
EMC2 (heute bekannt als LinuxCNC) ist ein G-Code-Interpreter.
Er wandelt G-Code nach dem RS274NGC-Standard in Steuersignale für Schrittmotoren um.
👉 Referenz: LinuxCNC G-Code Dokumentation
Wie hängt das mit Fanuc zusammen?
Fanuc ist kein echter universeller Standard, aber da es eines der weltweit am häufigsten verwendeten CNC-Systeme ist, hat es sich zu einem faktischen Standard entwickelt.
RS274NGC (verwendet von EMC2/LinuxCNC) ist sehr ähnlich zu Fanuc. Nur wenige, eher seltene oder exotische G-Code-Befehle unterscheiden sich.
Daher kann G-Code, der für Fanuc geschrieben wurde, oft auch mit EMC2 verwendet werden – und umgekehrt.
Wie ist das bei UNIMAT CNC-Maschinen?
Unsere UNIMAT CNC-Maschinen sind bewusst einfach gehalten und enthalten keine erweiterten Funktionen wie z. B. automatische Werkzeugwechsler.
Deshalb sind die verwendeten G-Code-Befehle weitgehend kompatibel zwischen Fanuc und EMC2/LinuxCNC.
In der Praxis bedeutet das:
G-Code, der für Fanuc erstellt wurde, kann in der Regel ohne Änderungen auf EMC2 ausgeführt werden.
- Auf dem TCTControl sind alle erforderlichen Konfigurationen für unsere CNC-Maschinen bereits enthalten.
Im Handbuch TVET-CNC-1 wird alles erklärt, was Sie zum Starten und Bedienen unserer CNC-Maschinen benötigen. - Wenn Sie eine eigene Konfiguration erstellen möchten, finden Sie hier ausführliche Informationen:
👉 Machinekit Projekt - In manchen Fällen ist auch die LinuxCNC-Dokumentation hilfreich, da Machinekit eine Weiterentwicklung bzw. Abspaltung von LinuxCNC ist:
👉 LinuxCNC Dokumentation - Für kleine Änderungen (z. B. das Hinzufügen eines Not-Aus zur UniTurn-Konfiguration) empfiehlt es sich, eine bestehende UNIMAT CNC-Konfiguration mit Not-Aus anzusehen (prüfen Sie die .ini- und .hal-Dateien).
So sehen Sie genau, welche Anpassungen notwendig sind.
Fragen und Antworten zu TCT-Control
Installieren Sie über den Geräte-Manager den in Windows inkl.
Treiber „NDIS-kompatibles Remotegerät“.
ACHTUNG: Administratorrechte werden benötigt!
Geräte-Manager öffnen -> TCTControl an das mitgelieferte Netzteil sowie mit dem mitgelieferten USB-Kabel am PC anschließen. -> nach ca. 30 – 60 sec wird ein unbekanntes (USB) Gerät im Geräte-Manager angezeigt -> für dieses den Treiber aktualisieren „NDIS-kompatibles Remotegrät“
Detailliertes Anleitungsvideo finden Sie hier: https://vimeo.com/454312842
(Eine etwaige Fehlermeldung nach der Installation, dass es sich nicht um den
richtigen Treiber für das Gerät handelt ignorieren und den machinekit-client starten. TCTCONTROL\Windows\Start_machinekit-client.bat
Wird Ihnen die Auswahl an CNC-Maschinenkonfigurationen angezeigt, war die Installation erfolgreich.)
TCTCONTROL\Windows\TOOLS\files.bat
Hierbei handelt es sich um eine Dateitransfersoftware, die auf das Linux-
Betriebssystem des TCTControl zugreift.
Hiermit können zB. G-Code Dateien die auf dem TCTControl gespeichert sind auf den PC kopiert werden.
PASSWORD: machinekit
(Linux Betriebssystem TCTControl: USER=machinekit, PASSWORD=machinekit)
192.168.7.2
(Die IP-Adresse der USB Netzwerkverbindung kann nicht geändert werden.)
192.168.60.3
(Die IP-Adresse der LAN Netzwerkverbindung kann angepasst werden um den TCTControl mit einem bestehenden Netzwerk zu verbinden.
/etc/network/interfaces
(Kontaktieren Sie Ihren Systemadministrator.)
Das Linux Real Time Betriebssystem läuft auf einem BeagleBone Black, die gesamte CNC Steuerungssoftware – machinekit – ist vorinstalliert.
Zur Nutzung des TCTControl sind keine Linux Kenntnisse erforderlich.
Große Softwareupgrades (sowie unsachgemäße Eingriffe in das Linux Betriebssystem) können ein flashen des TCTControl (BeagleBone Black)
erforderlich machen.
Folgen Sie dem Anleitungsvideo: https://vimeo.com/518159161